Explore our foundational lines of fire-resistant depository solutions, smart biometric lockers, and heavy-duty steel safes trusted by B2B clients globally.

Insights into the rising demand for certified thermal barriers and structural security across international markets.
Global regulatory frameworks (such as GDPR, HIPAA, and insurance compliance policies) dictate strict physical storage security for corporate documentation, financial records, and medical databases. This has fueled demand for UL-72 and EN-1047-1 certified fire-resistant safes.
Modern commercial infrastructure is exposed to complex physical risks. Multi-layered structural containment, incorporating proprietary dry-concrete composites and heavy-gauge structural alloys, provides indispensable defense during structural fires, architectural collapse, and prolonged burglary attempts.
Decentralized brick-and-mortar retail operations, smart cash deposit systems, hotel chains, and premium residential spaces require secure physical repositories. Scalable OEM/ODM product architecture ensures customized sizes, tailored locking matrices, and integration into existing smart building infrastructure.
Our manufacturing complex utilizes deep supply chain integration to guarantee high structural quality at optimized economies of scale. Centered in China’s premier industrial steel-forming hub, we source premium structural carbon steel and state-of-the-art electronic modules at direct cost advantages.
By using automated laser-cutting arrays, CNC precision press brakes, and heavy welding robots, we ensure close tolerances and uniform fitment. This structural accuracy is crucial for minimizing tolerances in fire-resistant safe door margins, preventing heat transfer and hot gas penetration during fires.
Furthermore, our integrated processing model minimizes material waste, reduces logistics lag, and increases manufacturing throughput. This capacity allows us to offer scalable OEM and ODM configurations with brief lead times, making us a dependable partner for global B2B procurement networks.

Years of Manufacturing Expertise
Units Monthly Capacity
Skilled Technical Workers
Final Quality Inspection
Our security units are designed for specific industrial, commercial, and retail protection demands.
Customized digital laptop safes designed for modern hotel rooms. Engineered to offer convenient digital guest access, emergency audit trails for administrators, and robust physical protection for laptops, personal devices, passports, and travel currency.
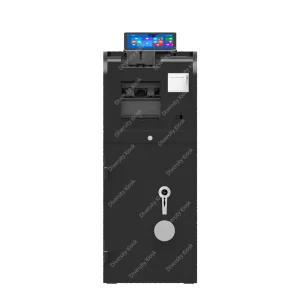
Heavy-duty depository drop safes engineered for high-throughput, multi-shift retail cash handling and bank-night operations. Features anti-fishing baffles, dual-key custody mechanisms, and reinforced structural barrier walls to secure deposits before processing.
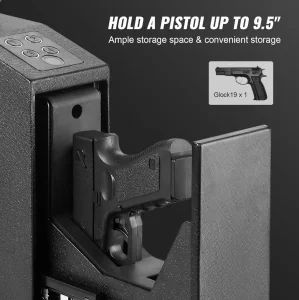
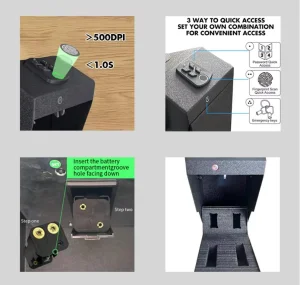
Under-bed drawer structures and wall-recessed safe units featuring modern biometric identification. Integrated with wireless charging arrays and discreet structural profiles, these systems offer fast access for home protection, jewelry, and firearms.

Hebei RVault Box Co., Ltd. is a professional and innovative safe manufacturer based in China, dedicated to the design, development, and production of high-quality security safes. With more than 20 years of manufacturing experience, we have established ourselves as a trusted brand in both domestic and international markets, known for our reliability, advanced technology, and commitment to excellence.
Our product portfolio is comprehensive and continuously expanding to meet the diverse needs of our customers. We offer a wide range of safes, including home safes, digital safes, electronic safes, motorized safes, office safes, fingerprint safes, and mechanical safes. These products are widely used in households, offices, financial institutions, and commercial establishments, providing reliable protection for valuables, important documents, and sensitive items.
Hebei RVault Box Co., Ltd. operates modern production facilities with multiple automated production lines, supported by a skilled workforce of over 150 employees. Our monthly production capacity reaches 50,000 units, ensuring consistent supply and reliable on-time delivery to clients worldwide. We also provide flexible OEM and ODM services, enabling customers to customize products according to their specific requirements, branding, or security needs.
Quality is the cornerstone of our business. We implement a rigorous multi-step quality control system, including four inspections during production and a 100% final inspection during assembly, ensuring that each product meets international safety standards and exceeds customer expectations. In addition, our R&D team continuously develops new technologies, such as advanced biometric authentication and smart security systems, to enhance the functionality and security of our products.
At Hebei RVault Box Co., Ltd., we are committed to innovation, customer satisfaction, and building long-term partnerships. We strive to provide not only high-quality safes but also professional guidance and comprehensive security solutions to meet the evolving needs of our clients around the world. Our mission is to deliver peace of mind through trusted, durable, and technologically advanced security products.
A transparent look at our specialized manufacturing processes, ensuring compliance with precision engineering standards at every phase.










Staying ahead of security vulnerabilities through advanced engineering and digital design integration.
Global commercial buyers increasingly request safes equipped with network connectivity. IoT module integration allows administrators to manage access authorization remotely, monitor tampering alerts, and retrieve audit trails via secure cloud frameworks.
Traditional heavy insulation is being replaced by lightweight composite matrices. By using high-density cellular concrete infused with hydrated minerals, modern safes achieve Class 350 fire protection profiles while reducing shipping weight.
Relying on a single lock mechanism presents risk. Current trends emphasize dual-layered access, combining capacitive biometric scanners, high-security mechanical key overrides, and electronic digital pinpads for redundant verification.
For B2B buyers, sourcing fireproof storage systems is a strategic investment in liability management. Key factors to consider during procurement evaluation include:
Hebei RVault Box Co., Ltd. addresses these requirements by offering dedicated production capacity, comprehensive document compliance, and responsive prototyping for OEM/ODM clients worldwide.
Our collaborative process supports custom safe manufacturing from concept to container delivery:
Aligning thermal protection, dimensions, locking mechanisms, and budget constraints.
Creating detailed drawings and physical prototypes for functional testing.
Execution under 4-stage quality control, ensuring consistent protection levels.
Common questions concerning security classifications, material properties, and procurement processes answered by our team.
Fire-resistant safes are constructed with dual-walled bodies filled with insulating material (like cellular concrete, gypsum, or proprietary composites) to maintain internal temperatures below critical thresholds (typically 177°C or 350°F for paper) during external fires. Burglary-resistant safes prioritize physical defense, using heavy steel plates, anti-drill barriers, and advanced locking configurations. High-security commercial safes often combine both properties into a single design.
We provide full customization, including custom dimensions, interior layouts (shelving, pull-out drawers, jewelry compartments), locking systems (biometric, digital keypad, traditional dials, key-locks), exterior colors, branding plaques, and anchoring setups. If you have custom drawings, our engineering team can adapt them for manufacturing.
Our quality control process includes four inspections during production: structural welding checks, lock alignment audits, paint finish inspections, and a 100% final testing during assembly. Each unit undergoes operational cycles before packing to ensure proper fitment and performance.
For retail and bank depository needs, digital locks with programmable time-delay, audit trails, and dual-custody parameters are recommended. For hotel environments, digital locks with emergency master-key overrides are ideal. For personal and quick-access needs, biometric fingerprint scanners combined with digital keypads offer the best balance of speed and reliability.
Standard lead times range from 30 to 45 days, depending on batch sizes and specific customization requirements. We handle direct container shipments from our factory in China to major ports worldwide, coordinating with your forwarder to ensure smooth customs clearance and delivery.
Explore our targeted product range, including wall-mounted concealed vaults, gun cabinets, and heavy-duty digital storage safes.